
 Really, some people just CAN'T take a joke..
Really, some people just CAN'T take a joke..

TWO YEARS LATER: RETROSPECT.Was it worth it?How did it feel to stop making them? Well, kind of like someone turned off the treadmill.Is it a good business? I suppose it could be if you are well-captitalized and have CNC equipment. Now that the frenzy is over, let's do some bean counting: Selling Price for the XS3 head: $1,750.00 Cost of Stainless metal stock in 2006 prices: $145.00 Purchased parts: Electronics: $270.00 Mechanical: $373.00 (Includes WJet parts.) Before one cut is made, this leaves $962.00 Minus Overhead and G & A,inc. tools, insurance, SE Tax and supplies:$174.00 Machining Times: Two major parts: 16 Hrs. Quill brazing & machining: 2 Hrs. Latch& Clamp: 4 Hrs. Angle shaft,Braze & machine: 1 Hr. Mast base: Machine, chill, machine: 2 Hrs. Polishing: 4 Hrs. Assemble and calibrate: 4 Hours. Customer service budgeted: 4 Hrs. Total Time: 37 Hours. Hourly Pay: $4.70 Current Federal Minimum Wage: $6.55 CONCLUSION: Get a job at Wal-Mart! This can be a good business if an established company has a manufacturing base in place, and other products established. If you own a lathe and a miller, you can make a nice machine for yourself. Making one is fun and easy. Now make eighty of them. If you are an individual and want to start a business manufacturing these machines, for a crowd that is fussy and hard to please (As any good faceter or other craftsperson is), you need to talk to the following people first: An Accountant. A Psychiatrist. ! |

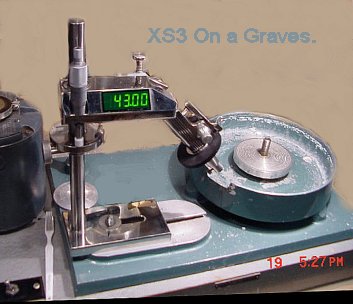
The XS mounted to an early Graves base:
 (Some people are
distracted by the rapid changing of the final hundredths decade.) As experience teaches, reading an angle at 1/100
degree, allows "Cutting to the numbers". The real issue is repeatbility, and if the meter repeats to a count or two,
this is sufficient.
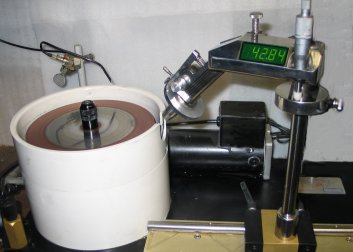
(Some people are
distracted by the rapid changing of the final hundredths decade.) As experience teaches, reading an angle at 1/100
degree, allows "Cutting to the numbers". The real issue is repeatbility, and if the meter repeats to a count or two,
this is sufficient.
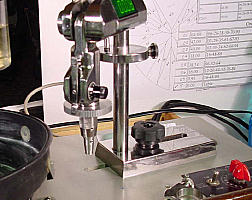
Mast: 400 Series stainless, casehardened to Rockwell C 60.
Mast Bearing: Rated , 1,400 Pounds load.
Position Sensor MBTF: 10 Million cycles. Angle trunnion Bearings: Mean dynamic load rating: 650 Pounds. Quill Bearings: 545 Pounds MDL.All bearings are sealed.
Accuracy: Calibrated 0-90 to 2 arc-minutes. Resolution: +/- 00.03 degrees/Quadrant Linearity, 0-90: 0.06% Coarse calibration is locked and pinned at final assembly. An adjustment is provided for calibration with different powers supplies, etc.